Токарный станок как база для долбежных операций в частной мастерской
Содержание
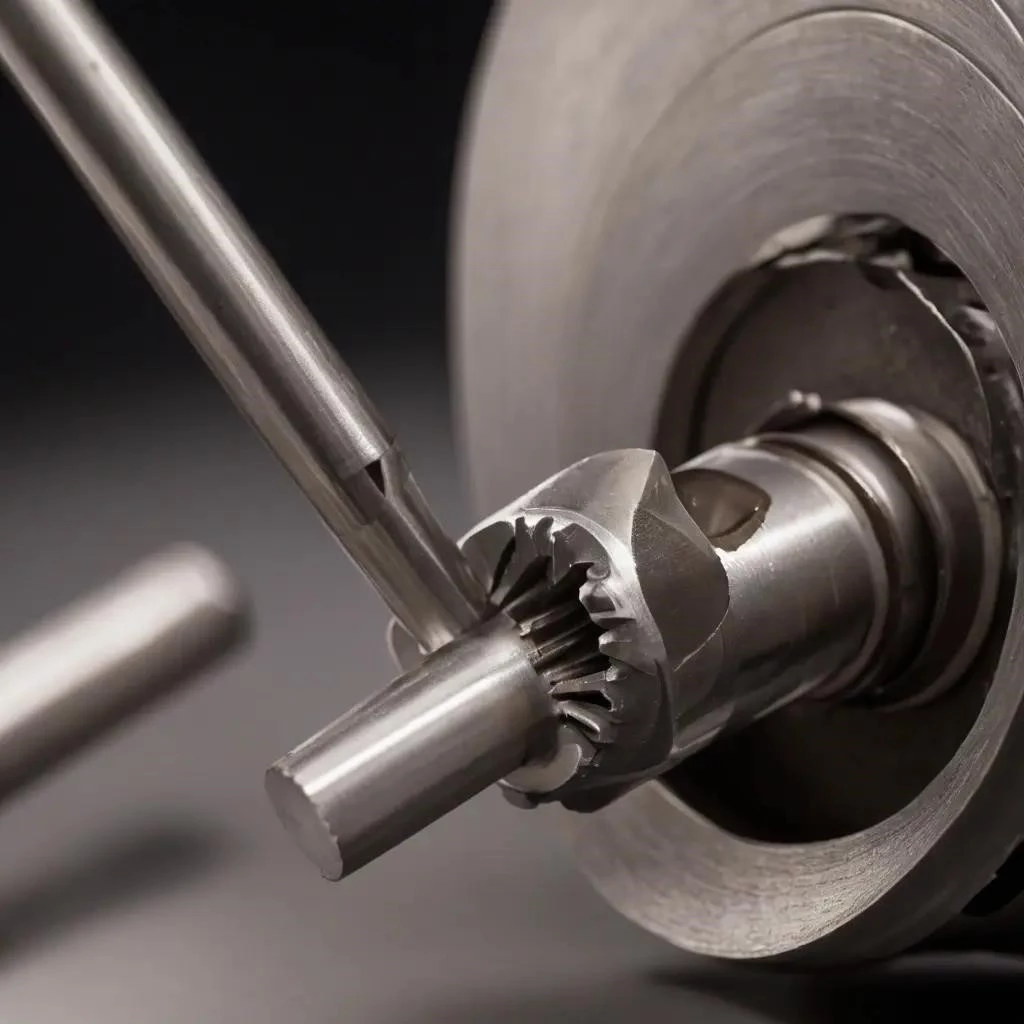
- 1 Токарный станок как база для долбежных операций в частной мастерской. Металлообработка в условиях ограниченного пространства требует нестандартных решений. Часто гараж или небольшая мастерская не позволяют разместить отдельный долбежный агрегат. В этом случае токарный станок становится универсальной платформой для получения шпоночных каналов. Долбление на токарном оборудовании заменяет фрезерование, когда необходимо изготовить паз внутри втулки. Основная нагрузка ложится на суппорт, который совершает возвратно-поступательные движения вдоль оси заготовки. Мастер использует приспособление, превращающее вращательное движение в строгание. Для реализации задачи требуется специальная оправка, удерживающая режущий элемент. Такая самоделка экономит бюджет и позволяет выполнять сложные операции без привлечения сторонних специалистов. Правильный чертеж и понимание кинематики станка обеспечивают точность исполнения. Данный метод оптимален для мелкосерийного производства и штучных заказов.
- 1.1 Выбор режущего материала для разных типов сталей
- 1.2 Последовательность подготовки оборудования к работе
- 1.3 Тонкости настройки геометрии и чистовой доводки
- 1.4 Подбор материалов и геометрия режущей кромки для эффективного резания. При изготовлении инструмента учитывается марка стали и твердость заготовки. Характеристики резцов: Р6М5 (быстрорез), для углеродистых сталей до 64 HRC; ВК8 (твердый сплав) — для чугуна и нержавейки до 90 HRA; Эльбор — для обработки закаленных деталей свыше 95 HRA. Заточка производится на станке, где установлен мелкозернистый абразив или наждак. Геометрия инструмента определяет чистоту поверхности и усилие резания. Передний угол обычно составляет от 0 до 5 градусов для предотвращения затягивания в металл. Задний угол выдерживается в пределах 3-8 градусов, чтобы исключить трение о стенки. Ширина режущей части должна строго соответствовать размеру, который имеет шпонка. Допуск на изготовление контролируется микрометром. Качественная термообработка заготовки гарантирует длительный ресурс без переточки. Окончательная доводка кромки выполняется вручную на алмазном бруске.
- 2 Финальная доводка и проверка соответствия техническому заданию. После завершения основных проходов выполняется контрольная насадка детали на вал. Шпоночный паз должен обеспечивать плотную посадку без боковых смещений. Если ширина канала мала, производится повторная заточка или смещение резца. Качественная металлообработка подразумевает отсутствие заусенцев внутри отверстия. Для проверки используется калибр-пробка или штангенциркуль с точность 0,02 мм. Самодельное приспособление после работы очищается от металлической пыли и смазывается. Правильное хранение инструмента предотвращает коррозию режущей кромки. Соблюдение технологии позволяет получать результаты, сопоставимые с заводскими условиями. Мастерская получает мощный инструмент для решения ремонтных задач любой сложности. Точный расчет и аккуратность гарантируют долгий срок службы узла.
Токарный станок как база для долбежных операций в частной мастерской. Металлообработка в условиях ограниченного пространства требует нестандартных решений. Часто гараж или небольшая мастерская не позволяют разместить отдельный долбежный агрегат. В этом случае токарный станок становится универсальной платформой для получения шпоночных каналов. Долбление на токарном оборудовании заменяет фрезерование, когда необходимо изготовить паз внутри втулки. Основная нагрузка ложится на суппорт, который совершает возвратно-поступательные движения вдоль оси заготовки. Мастер использует приспособление, превращающее вращательное движение в строгание. Для реализации задачи требуется специальная оправка, удерживающая режущий элемент. Такая самоделка экономит бюджет и позволяет выполнять сложные операции без привлечения сторонних специалистов. Правильный чертеж и понимание кинематики станка обеспечивают точность исполнения. Данный метод оптимален для мелкосерийного производства и штучных заказов.
В частной практике металлообработка часто требует создания внутренних каналов под шпоночный узел. Когда гараж не вмещает отдельный долбежный агрегат, станок токарный становится универсальной базой для реализации этой задачи. Долбление заменяет традиционное фрезерование, позволяя сформировать паз внутри детали типа втулка. Основным рабочим органом выступает суппорт, перемещаемый вручную для имитации процесса строгание. Чтобы превратить вращательное оборудование в долбежное, мастеру требуется специальная оправка и надежная фиксация заготовки. Такая самоделка, изготовленная своими руками, позволяет выдерживать строгий допуск по ГОСТ. В процессе работы важна калибровка вылета резца и контроль за тем, как отходит металлическая стружка. Правильный чертеж приспособления учитывает жесткость системы и исключает люфт суппорта. Глубина и ширина прохода регулируются лимбами, обеспечивая точность, которую требует ответственный вал.
Выбор режущего материала для разных типов сталей
| Материал инструмента | Назначение | Тип обработки |
| Быстрорез Р6М5 | Конструкционная сталь | Черновая и чистовая |
| Твердый сплав ВК8 | Чугун и нержавейка | Скоростное строгание |
| Эльбор | Закаленные детали | Чистовая обработка |
Последовательность подготовки оборудования к работе
- Установка детали в патрон и проверка центровки отверстие.
- Монтаж оправки в резцедержатель строго по оси шпинделя.
- Заточка инструмента под нужный передний угол и задний угол.
- Предварительная термообработка или закалка заготовки при необходимости.
- Настройка подача и фиксация маховиков для исключения смещений.
Тонкости настройки геометрии и чистовой доводки
Качественная работа в условиях мастерская невозможна без правильной подготовки кромки. Заточка выполняется на устройстве типа наждак, где используется подходящий абразив; Геометрия резца должна учитывать, что передний угол в 0-5 градусов предотвращает «зарывание» в металл. Мастер следит, чтобы насадка инструмента входила в паз без лишнего трения. Регулярная проверка приспособление после нескольких проходов помогает избежать брака. Использование СОЖ облегчает выход стружки и снижает нагрев зоны резания.
Подбор материалов и геометрия режущей кромки для эффективного резания. При изготовлении инструмента учитывается марка стали и твердость заготовки. Характеристики резцов: Р6М5 (быстрорез), для углеродистых сталей до 64 HRC; ВК8 (твердый сплав) — для чугуна и нержавейки до 90 HRA; Эльбор — для обработки закаленных деталей свыше 95 HRA. Заточка производится на станке, где установлен мелкозернистый абразив или наждак. Геометрия инструмента определяет чистоту поверхности и усилие резания. Передний угол обычно составляет от 0 до 5 градусов для предотвращения затягивания в металл. Задний угол выдерживается в пределах 3-8 градусов, чтобы исключить трение о стенки. Ширина режущей части должна строго соответствовать размеру, который имеет шпонка. Допуск на изготовление контролируется микрометром. Качественная термообработка заготовки гарантирует длительный ресурс без переточки. Окончательная доводка кромки выполняется вручную на алмазном бруске.
Металлообработка в гараже требует, чтобы станок токарный выполнял долбление и строгание. Когда чертеж дает пазы, а не фрезерование, нужна самоделка. Оправка ставится в резцедержатель, где фиксация исключает люфт. Заточка кромки под шпонка идет на наждак, используя абразив. Геометрия важна: передний угол и задний угол влияют на чистовая обработка. Р6М5 (быстрорез) или ВК8 берут сталь, а эльбор режет закалка. Втулка и вал требуют допуск по ГОСТ. Ширина, глубина, подача, насадка и калибровка важны, чтобы стружка уходила из отверстие. Термообработка своими руками — мастерская.
Режимы и материалы
- Приспособление на станок.
- Р6М5, ВК8, Эльбор.
- Глубина, люфт.
Профессиональный совет
Проверяйте допуск микрометром вручную!
Финальная доводка и проверка соответствия техническому заданию. После завершения основных проходов выполняется контрольная насадка детали на вал. Шпоночный паз должен обеспечивать плотную посадку без боковых смещений. Если ширина канала мала, производится повторная заточка или смещение резца. Качественная металлообработка подразумевает отсутствие заусенцев внутри отверстия. Для проверки используется калибр-пробка или штангенциркуль с точность 0,02 мм. Самодельное приспособление после работы очищается от металлической пыли и смазывается. Правильное хранение инструмента предотвращает коррозию режущей кромки. Соблюдение технологии позволяет получать результаты, сопоставимые с заводскими условиями. Мастерская получает мощный инструмент для решения ремонтных задач любой сложности. Точный расчет и аккуратность гарантируют долгий срок службы узла.
Металлообработка завершена: станок токарный чист. Шпонка, паз, насадка, вал, втулка, отверстие и стружка, ок. Оправка, резцедержатель, люфт, фиксация, ширина, глубина, допуск, ГОСТ, чертеж, самоделка, приспособление своими руками, мастерская и гараж в норме. Сталь, закалка, эльбор, термообработка, быстрорез Р6М5, ВК8, заточка, абразив и наждак готовы. Задний угол, передний угол, геометрия, чистовая обработка, долбление, строгание, фрезерование, подача и калибровка. Геометрия и паз
- !
| . |
??
…






